
規格
V1060 - Z350 / Z500
最大工件尺
1500 x 1000 x 345 mm (495 mm)
使用線徑
0.2 - 0.33 mm
最大工件重量
3000 kg
傳動系統
5 軸 AC 伺服馬達
XY 軸行程
1000 x 600 mm
最大加工斜度
±30°/ 100mm (廣角眼膜及噴嘴)
UV 軸行程
160 x 160 mm(260 x 260 mm)
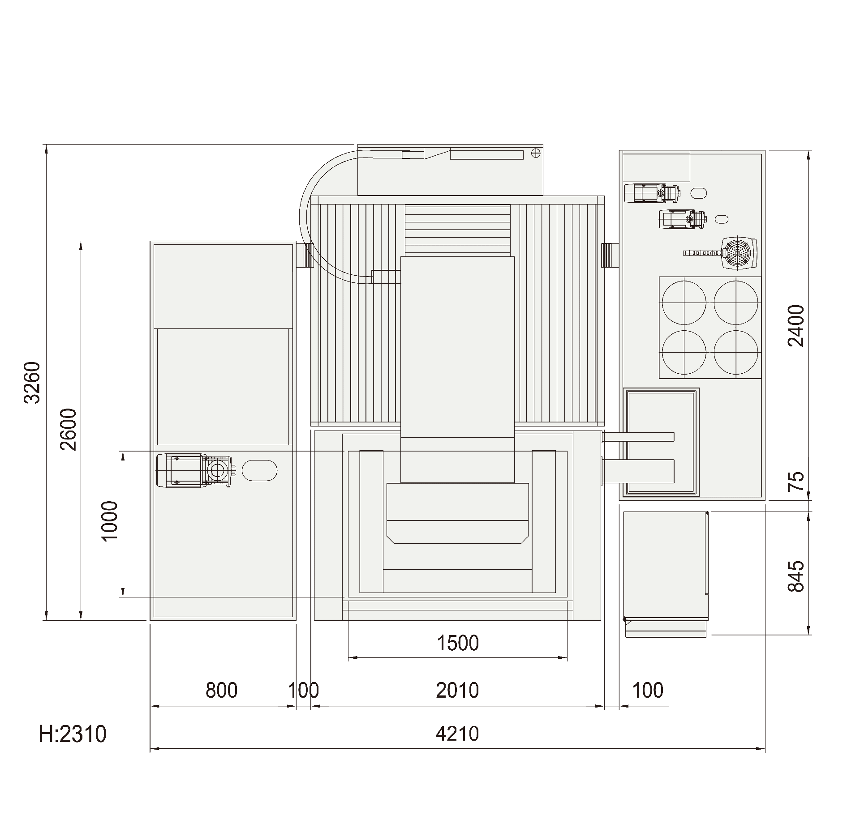
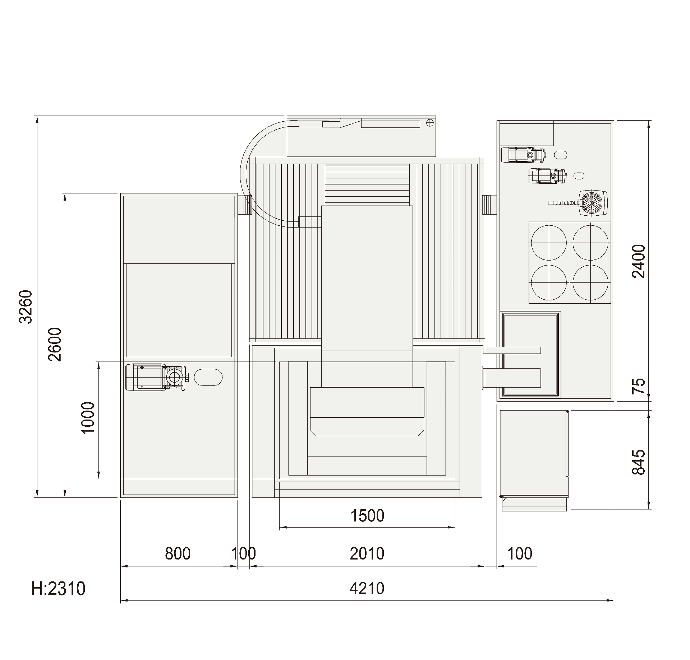
佔地面積
3460 x 3260 x 2310 mm (Z350)
4210 x 3260 x 2390 mm (Z500)
Z 軸行程
350 x 500 mm
機台重量
V1060 - Z350 / Z500 :
7300 / 7650 kg
水過濾系統容量
V1060 - Z350 / Z500 : 1800 / 2500 L
Z軸行程(Option): 500 mm (可浸水加工高度500 mm)
特色
機械特性
設計堅固的U/V軸鑄件提供穩定的切割精度。
不銹鋼工作檯面,硬度達到HRC50°.
反應靈敏的AC伺服馬達伺服系統,提供切割的精度保證。
加大機台基座跨距設計,提高機械精度。
水冷下臂可防止熱積聚引起的熱膨脹。因此,準確率將會提高。
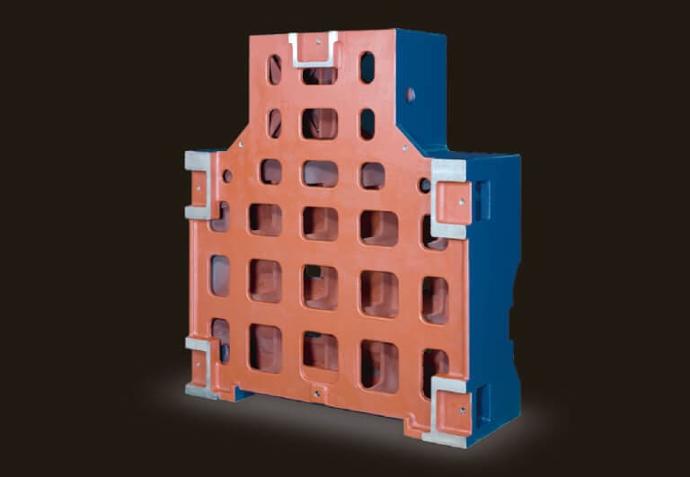
*** 高剛性鑄件設計,採用有限元素分析設計機器本體,配合最佳的支柱(RIB)設計來承載立柱,降低鑄件應力所造成的變形,以達到高精密的基本要素。
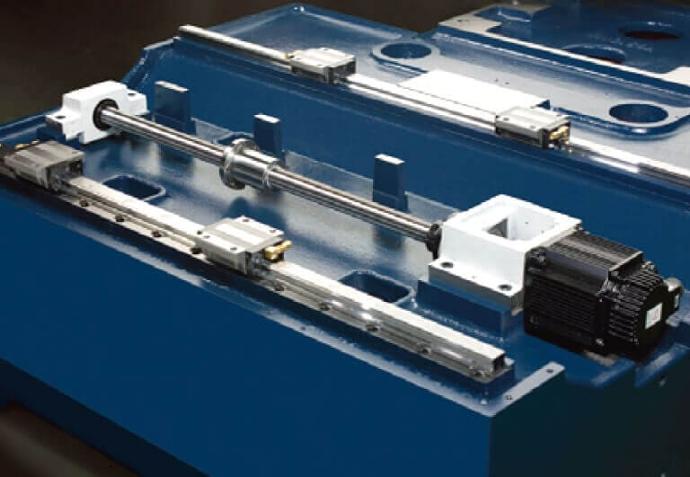
採用C1等級滾珠導螺桿及超精密級線性滑軌間距離及採用高應答之AC伺服馬達傳動系統以達到1mm的移動精度。

移位精度採用雷射校正儀校正機械移動精度

光學尺回饋全閉迴路回授系統(選購)
V650的X軸位置精度(使用雷射測量系統校正後)
堅固的蜂巢式鑄件底座為精度之基石。

高頻計算及放電系統控制
- 嵌入式系統設計,減少系統負荷提高系統穩定性的控制。
- 使用RS-485網絡做為系統模組間傳送介面電路及採用CRC錯誤檢查碼的通訊方式提高系統可靠度。
- CRC 函數用於驗證接收到的資料是否正確。
- 使用ASIC晶片增加電路的穩定性及放電性能提升。
- 看門狗功能用於自我保護。
- 即時回饋火花相關訊息,使火花腐蝕穩定。
模組化電源系統設計
配合電路上最適宜的電子電路模組化,且為每個模組輸出、入I/O給予LED的信號指示,提供售後服務錯誤診斷及更快速的維修服務。
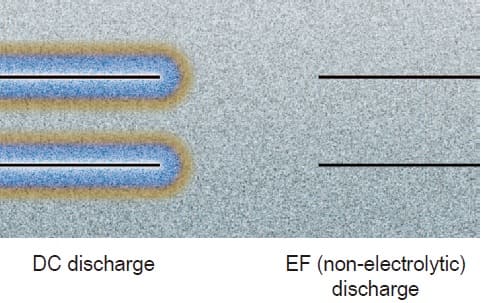
無電解放電電源系統
無電解電源系統為一個嶄新的設計,增進切割效率及速度,減少模具在放電時產生二次熱化現象,進而延長模具壽命及提升加工切割速度達10%以上。
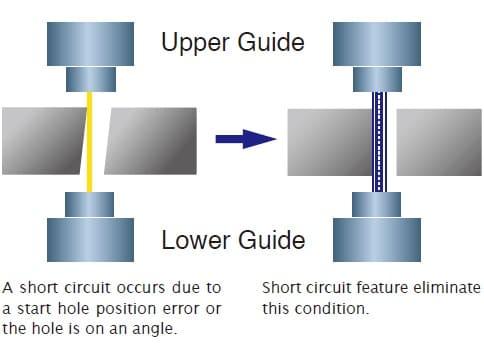
短路排除的解決方式
通常在穿線後造成短路的原因,為起點位置的錯誤(尤其是在切割厚的工件時越容易發生),使用特殊電路放電方法去除短路的問題,增加切割效率,減少因短路而造成的浪費時間。
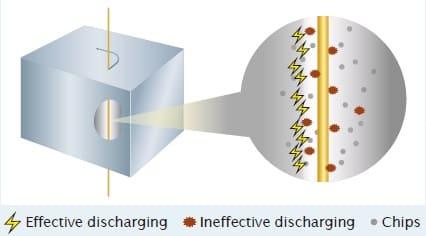
RTS (即時高速放電迴路)
放電處理器採用整合性高速CPLD晶片模組設計,放電監控頻率高達40MHZ,可快速且有效掌握放電狀況,並且針對各別異常放電波處理即時控制與處理,加速整體放電效能與穩定性。
RTS放電迴受波鑑別系統,有效將放電迴授波區分成Normal、ARC、Short等三種狀態,並針對各種狀態有效且及時監控,使放電達到最佳穩定效果,並且降低斷線現象產生。
放電迴路採用高頻同步設計,使每組放電迴路模板達到最佳電流平均輸出,進而達到高速加工目的。選配高速加工回路最高可達320mm2/min切割效能(此為選擇性配備裝置,加工條件:使用0.3mm鍍鋅銅線/SKD-11/工件厚度80mm)。
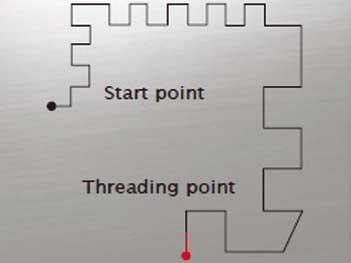
加工中斷線 直接原地穿線
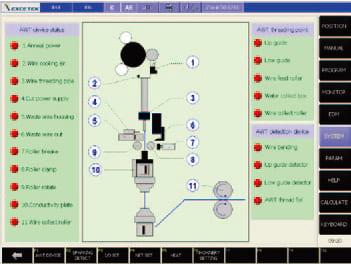
AWT 監督

AWT 未完成孔記錄
加工中斷線 直接原地穿線
退火後自動穿線:
斷線點自動穿線:使用預先退火功能以增進線的筆直,銅線可在加工操作過程中,直接從斷線點開始自動穿線,而無須退回到起割點從頭開始穿線加工。
浸水加工自動穿線:
浸水型機器加工運轉時也可執行斷線點自動穿線功能,工作水槽無須排水與進水。
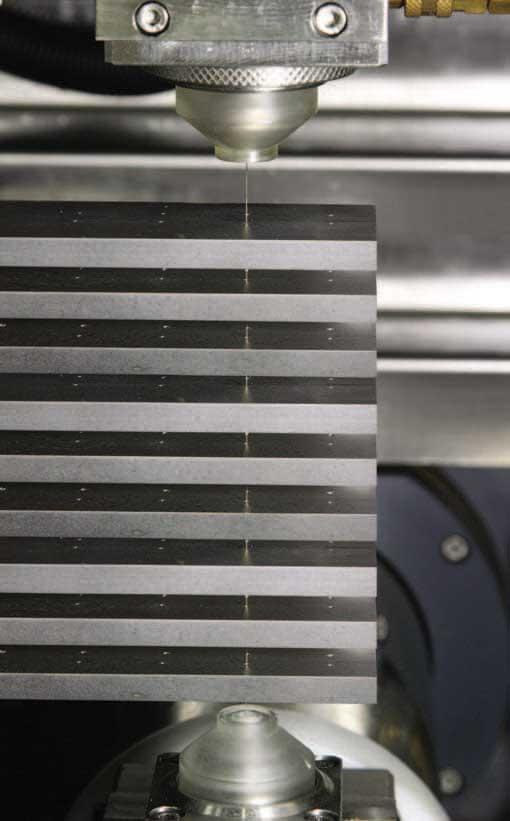
多孔模具加工功能:
配合自動穿線功能達到無人操作加工進行,在極少數情況如盲孔、孔偏位、短路加工等情形,進行多孔加工自動穿線而失敗的情形下,系統會跳過失敗孔,並從下一孔開始進行。此動作的資訊會自動儲存在系統記憶體中,並且於結束加工後,使用者依據系統狀態再次進行加工穿線以完成切割。
水柱噴水自動穿線: 切割較高的工件時,水柱噴水可幫助自動穿線更容易完成。自動水位高度控制系統可適用於無人操作自動加工。
可靠的自動穿線系統
精呈的自動穿線系統擁有極高穩定的穿線成功機率,提供日夜不間斷的無人操作系統。與其他競爭對手相比,精呈公司自動穿線從斷線點直接穿線的傑出表現,使得穿線的失誤率非常低,提高加工效率。
水柱噴水空穿線功能,使機械穿線能力達工件厚度500mm亦能成功穿線(使用時機:切割較高工件時使用)。
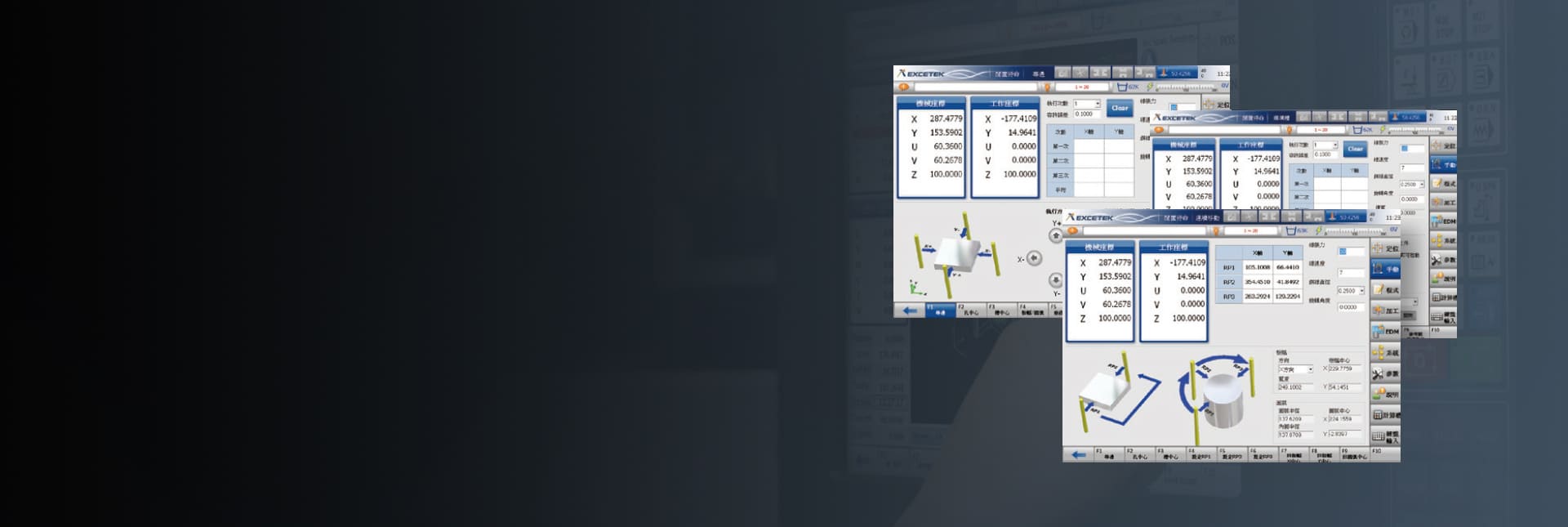
圖形介面
使操作人員更便利的W6控制系列
- 電腦裝置:工業級電腦
- CPU處理器:Pentium III 64bit等級高速微處理器
- 操作介面:Windows XP-E、15吋LCD觸碰式螢幕、鍵盤、滑鼠
- 輸入介面:LAN、USB、RS-232
- 記憶體容量:1GB CF卡
- 最小命令單位:0.0001mm
- 最大行程範圍:±9999.9999mm
- 單位:可變換 公/英制
智慧加工模式
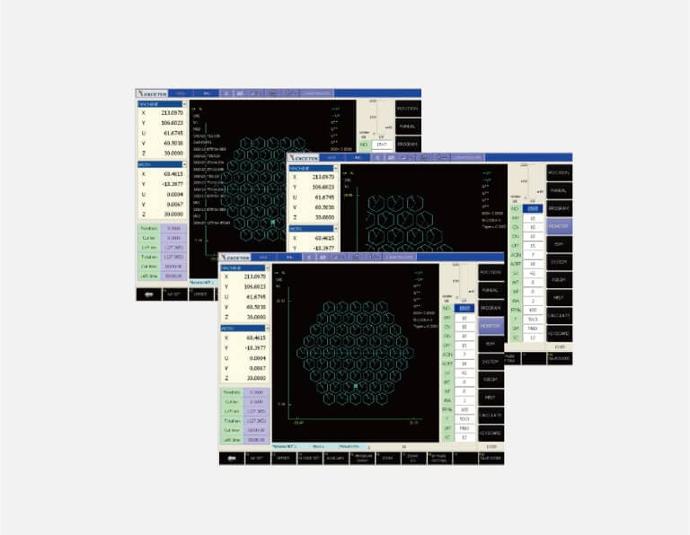
加工監督資料
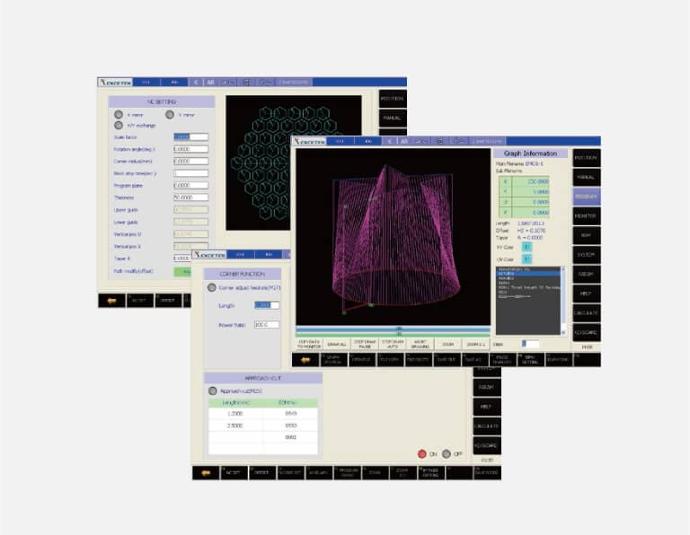
詳細的切割EDM數據
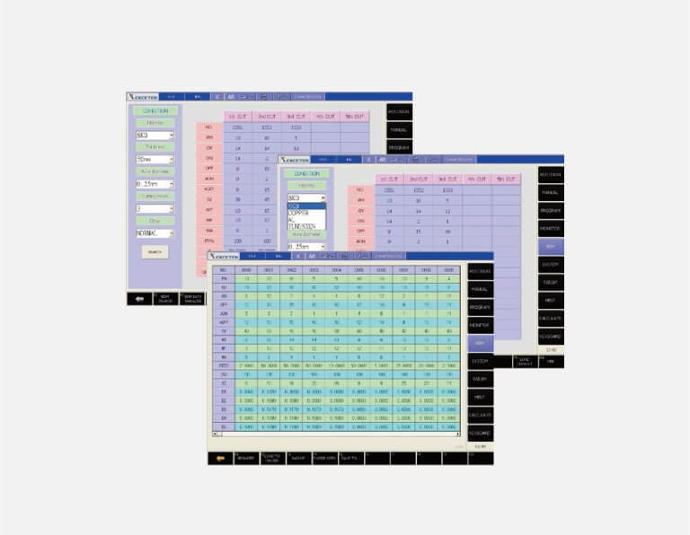
切割條件設定
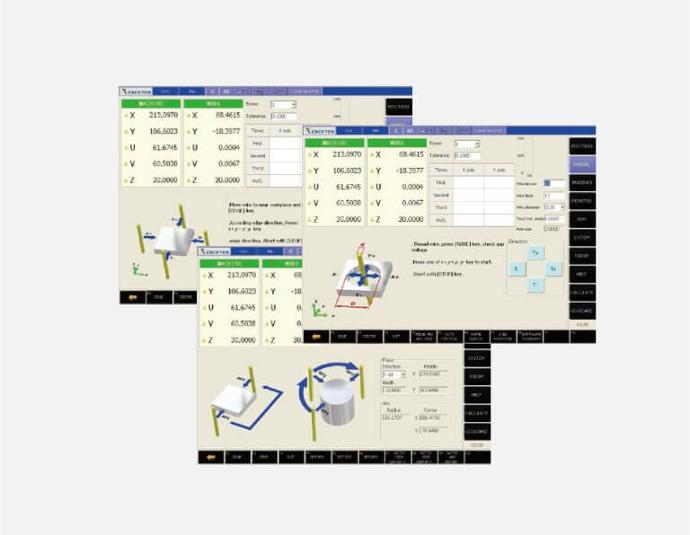
便利的手動操作模式圖形介面
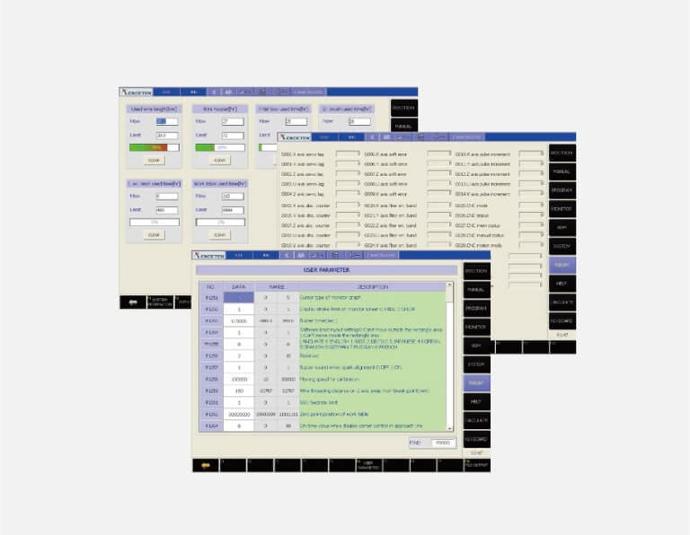
系統參數表及保養資訊

使用者操作線控盒
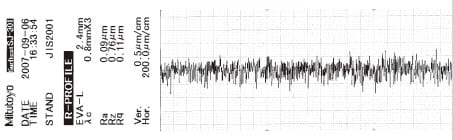
超鏡面加工迴路 Super Finish Circuit(選配)
採用高頻精修電源,使切割表面粗細度1粗割4修細切割可低於Ra 0.2μm。
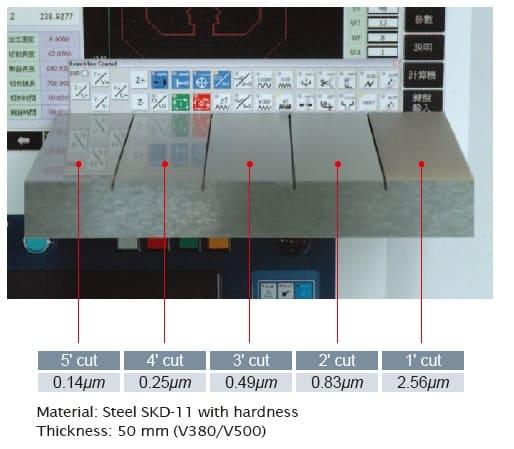



Steel SKD-11, thickness 30mm
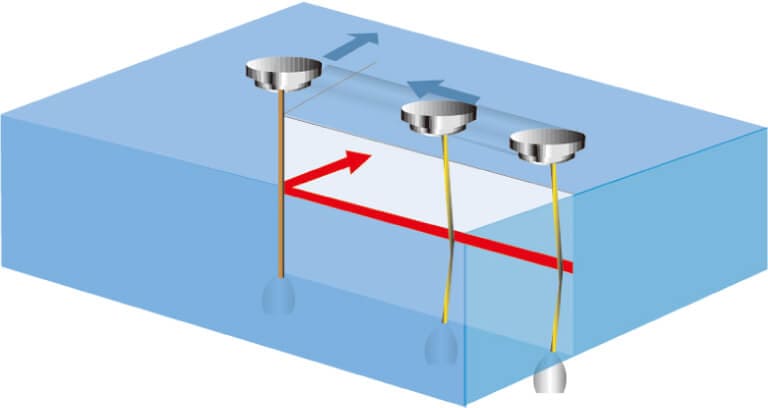
轉角控制功能
轉角控制功能調整加工參數以控制加工速度及線的扭轉現象,因此減少轉 角崩角現象,以確保加工精度及模具的一致性,進而有效地控制加工品質 及速度。
操作者可根據使用線徑及工件厚度調整參數,選擇模具加工品質優先或切 割速度優先等加工狀態控制
稜角角度 30° / 放大 x 100
稜角角度 60° / 放大 x 100
稜角角度 90° / 放大 x 100
配件
標準配件
離子交換樹脂桶 x 10L
過濾紙網 x 2 個
鑽石眼膜 x 2 個
上、下噴流嘴 x 2 組
導電塊 x 2 個
切割銅線 x 1 捲 5kg
(依客戶指定線徑)夾持治具 x 1 組
特殊選擇配件( 二)
X/Y軸光學數字尺
跨橋
W軸
自動穿線系統
大型供線輪 L-50A
15KVA 變壓器
雙水槽門
15KVA 穏壓器
簡訊發送系統 (SMS)
三色燈
遠端監控軟體